
“Biotechnological application of multiple enzymes in different phases for target compounds synthesis poses a significant challenge for industrial process development. At the same time, a growing demand for natural flavors and fragrances opens up possibilities for novel biotechnological processes to replace current chemical synthesis routes, with additional advantages such as avoiding harsh reaction conditions and toxic chemicals, and less by-products in the system. Within complex biotechnological processes, the key for unfolding their industrial application potential in bioprocess engineering lies in their mathematical modeling. In this contribution, a multi-enzyme cascade reaction in a two-phase system implemented in a miniplant-scale reactor setup is mathematically modeled for the example of the flavoring agent cinnamyl cinnamate. Using our validated model and a mathematical optimization tool based on a genetic algorithm, optimization runs are performed to demonstrate the potential of computer-aided process development for complex biotechnological processes.”
Highlights:
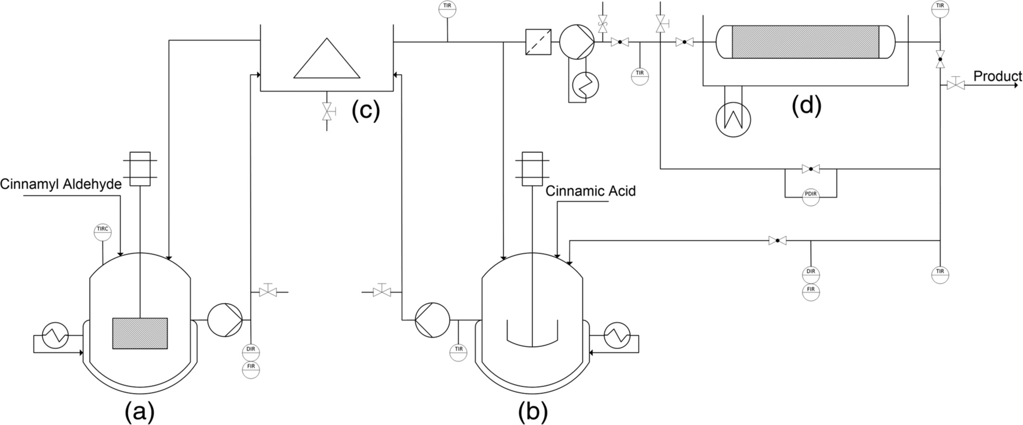
- “The two cofactor-coupled dehydrogenases are immobilized on silica particles according to Engelmann et al. and placed in a two-liter continuously operated stirred tank reactor tempered to 30 °C, equipped with a SpinChem® RBR S2 rotating bed reactor (SpinChem AB, Umeå, Sweden), spinning at 400 rpm (Figure 2a). This reactor type offers the benefit of easily exchanging batches of immobilized enzymes without much construction work, while at the same time ensuring thorough mixing of the aqueous phase.”
- “All experiments for model validation were performed in the miniplant described in Figure 2 in the previous chapter. Five hundred milliliters of a 0.1 M potassium phosphate buffer at pH 8.0 were used in the continuously stirred tank reactor (Figure 2a), tempered to 30 °C. This device is equipped with a SpinChem® reactor, spinning at 400 rpm and containing 21.3 mg of immobilized ADH and 6.6 mg of immobilized FDH.”