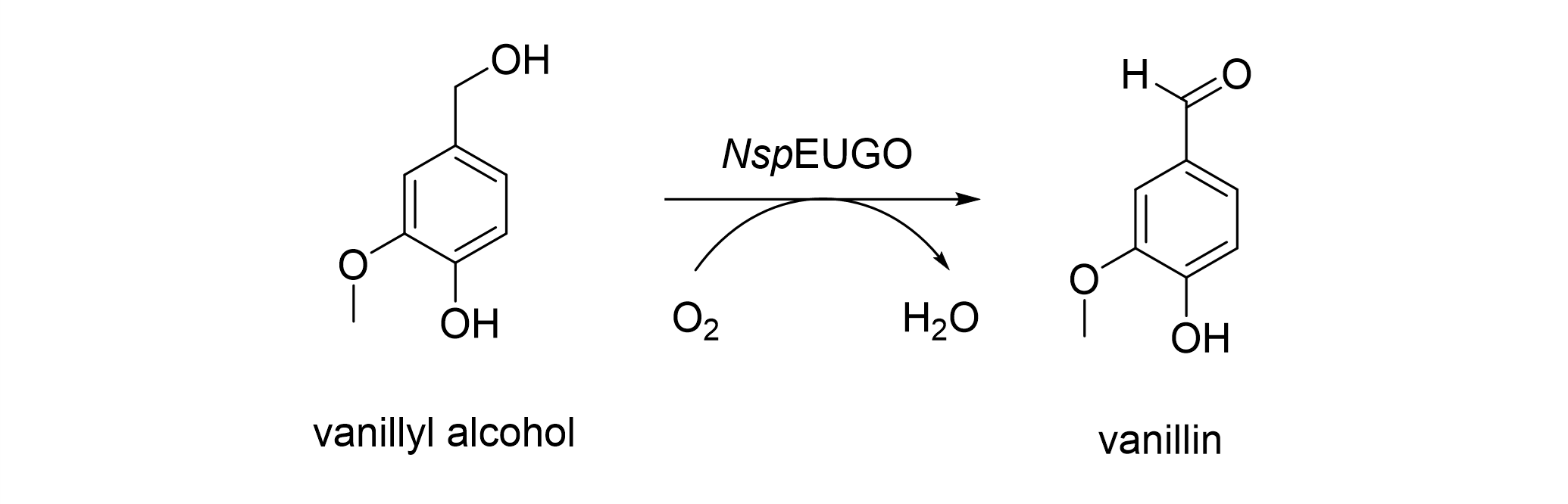
“Bacterial eugenol oxidases (EUGOs) entered recently the scientific spotlight as these versatile biocatalysts were reported to transform lignin degradation products into valuable platform chemicals. Here we describe the second member of the enzyme family, EUGO from Nocardioides sp. YR527 (NspEUGO) and investigated its biocatalytic potential in direct comparison with EUGO from Rhodococcus jostii RHA1. NspEUGO was found to be most active on vanillyl alcohol derivatives (up to 5.6 ± 0.3 s-1) while for eugenol the highest affinity was observed (K_M: 33.1 ± 4.1 μM). For the catalyzed reactions, a high ambiguity was observed in dependency of the pH: The highest k_cat of 16.0 ± 0.3 s-1 was found at pH 9.5 while the best long-term performance was detected at pH 6.0 (~300,000 TTN). To stabilize the enzyme, immobilization on a total of 14 carrier materials was conducted and the performance was investigated in two reactor types for large scale application. This resulted in the successful production of vanillin at 1 g.L-1.h-1 in a packed bed reactor.”
Highlights:
- The authors opted for covalent immobilization of NspEUGO on ECR8415F beads and deployed the heterogeneous biocatalyst by use of a SpinChem rotating bed reactor (RBR) into a solution of 105 mM vanillyl alcohol in a glycine-NaOH solution at pH 9.5 that was aerated with 0.2 L/min.
- After 50 h reaction time, a total of 2.1 g substrate/product mixture was isolated (55% extraction efficiency) which contained 43% of the intended product vanillin.
- For the use of immobilized NspEUGO in the RBR, a total turnover number of 182,800 ± 6,500 per active site was estimated. This represents a 1.5-fold increase compared to the free enzyme in the same buffer conditions.
Authors & Research Group
This research was conducted by the Microbial Biotechnology Group at Ruhr-Universität Bochum, Germany, bringing together expertise in enzyme characterization, biocatalytic process development, and reactor engineering.
Principal Investigator:
Dirk Tischler – Professor, Department of Microbial Biotechnology, Ruhr-Universität Bochum. Research focus: functional annotation of biocatalysts, microbiology, and xenobiology. ORCID: 0000-0002-6288-2403
Team Members:
Dr. Daniel Eggerichs – Department of Microbial Biotechnology, Ruhr-Universität Bochum (specialization: lignin valorization and biocatalyst optimization)
Kathrin Zilske – Department of Microbial Biotechnology, Ruhr-Universität Bochum
SpinChem Perspective
The production of vanillin from bio-based feedstocks is a growing priority across the flavour and fragrance and pharmaceutical industries, where demand for natural and sustainably sourced ingredients continues to rise. This study demonstrates a practical path forward: by immobilizing the eugenol oxidase NspEUGO on ECR8415F beads and deploying it in a rotating bed reactor (RBR), the team achieved a 1.5-fold increase in total turnover number compared to free enzyme, along with straightforward catalyst handling and reuse.
For process teams working on biocatalytic synthesis at scale, these results highlight a key advantage of RBR technology: the ability to stabilize and reuse immobilized enzymes with straightforward handling, no filtration steps, and improved catalyst longevity. In cosmetics, where clean-label and bio-based sourcing matter, this kind of enzyme-driven route offers a credible alternative to chemical synthesis. And for specialty chemical manufacturers evaluating enzyme reusability economics, the demonstrated turnover numbers in the RBR provide a concrete benchmark.
—Erik Löfgren, SpinChem AB